3. Techonlogie
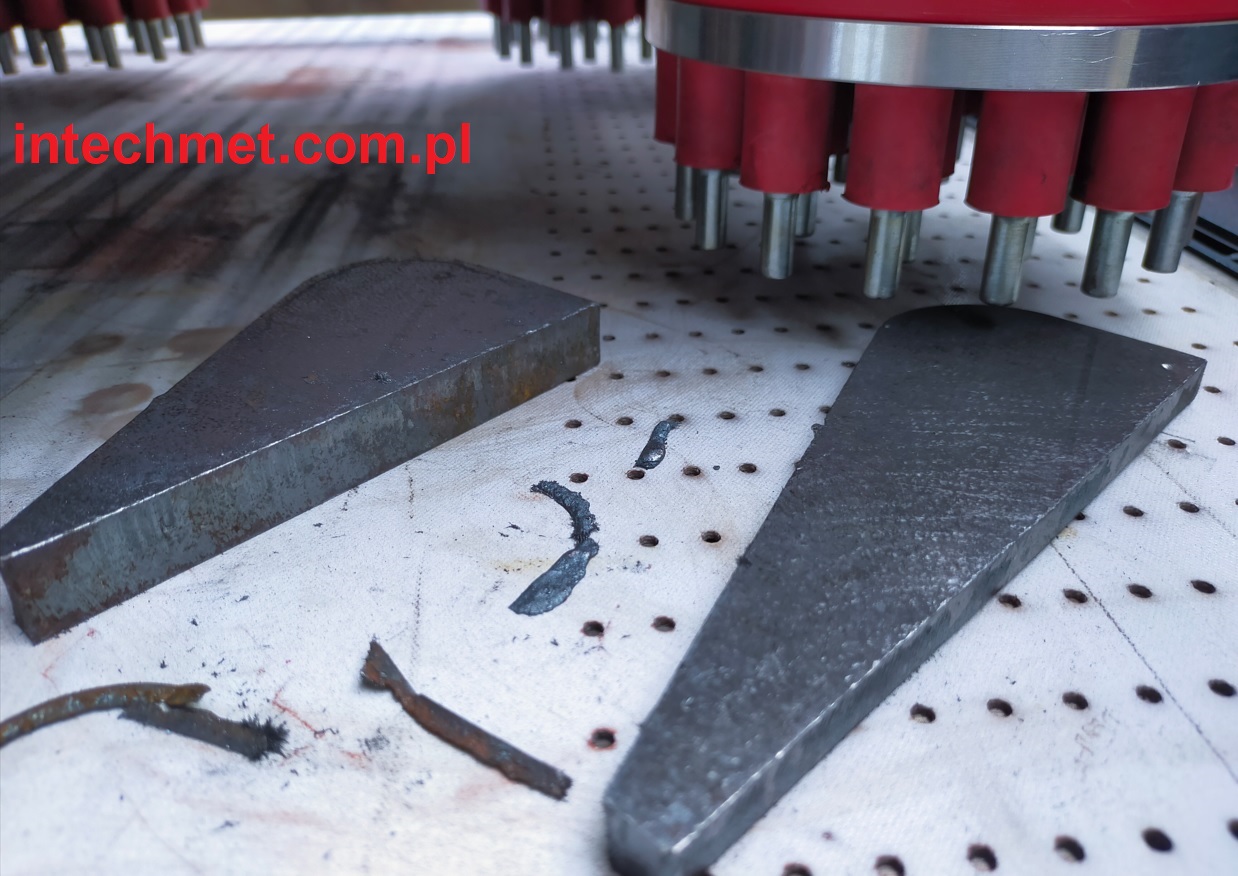
Usuwanie wypływki / żużla odbywa się obrotowymi dyskami zakończonymi pinami stalowymi, które uderzając odłamują ją od krawędzi detali. Jest to wydajniejsza alternatywa dla procesu szlifowania (nie powstaje pył tylko większe kawałki, które łatwo jest zebrać)
Gratowanie to specyficzny rodzaj szlifowania, podczas którego dyski lamelowe (wąskie paski / lamele ze ścierniwem) lub włókninowe (szersze paski ze ścierniwem przełożone włókniną) - usuwają grat z krawędzi detali, powstały podczas cięcia mechanicznego lub laserem

Zatępianie może się odbywać również za pomocą dysków lamelowych lub też walców lamelowych, które załamują / stępiają krawędzie przygotowując detale np. do właściwego procesu malowania. W przypadku walców lamelowych krawędź może być zaoblona - załamana na promień

Usuwanie tlenków powstałych przy cięciu termicznym na bocznych krawędzi detalu, realizowane jest przez dyski ze specjalnej plecionki drutowej. Taka konstrukcja pozwala skoncentrować energię na bocznej krawędzi i oderwać od niej cienkiej warstwy tlenków do głębokości maksymalnej 12-15mm

Szlifowanie odbywa się za pomocą bezkońcowych pasów ściernych o różnej charakterystyce ścierniwa i wielkości ziarna. Przez to można usuwać zarówno zgrubnie - większe nierówności i pozostałości z powierzchni i krawędzi po wcześniejszych procesach obróbki detali, jak również wykańczać powierzchnię według założonych parametrów np. chropowatości
